 Bahasa indonesiaBahasa indonesia
Bahasa indonesiaBahasa indonesia
Tampilan:0 Penulis:Editor Situs Publikasikan Waktu: 2026-05-18 Asal:Situs








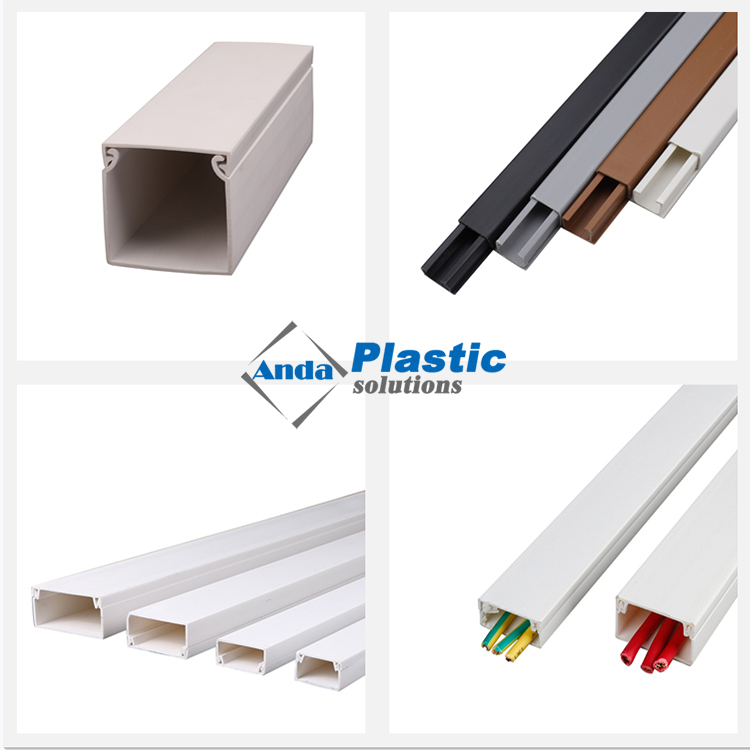
Sistem ekstrusi PVC tradisional sangat efektif untuk menghasilkan profil fungsional dan struktural, namun aplikasi dekoratif memerlukan tingkat presisi produksi yang berbeda. Pasar arsitektur dan interior saat ini menuntut dimensi yang konsisten, kualitas permukaan yang halus, dan hasil akhir yang meniru bahan alami dengan realisme yang lebih baik. Untuk memenuhi harapan ini, semakin banyak produsen yang mengadopsi mesin profil dekoratif PVC — jalur ekstrusi khusus yang dirancang tidak hanya untuk pembentukan profil tetapi juga untuk peningkatan dan penyelesaian permukaan terintegrasi. Dengan menggabungkan kinerja ekstrusi yang stabil dengan teknologi dekorasi hilir, sistem ini memungkinkan produksi profil dekoratif serat kayu, efek batu, kilap tinggi, dan profil dekoratif bernilai tambah lainnya.
Dalam panduan ini, kami fokus pada pertimbangan teknis di balik produksi profil dekoratif PVC. Anda akan mempelajari bagaimana arsitektur mesin memengaruhi stabilitas dimensi, bagaimana formulasi PVC yang berbeda memengaruhi kinerja pemrosesan, bagaimana modul dekorasi diintegrasikan ke dalam lini produksi, dan faktor evaluasi peralatan apa yang paling penting ketika memilih solusi untuk manufaktur komersial.

Garis lengkap terdiri dari pencampuran material, ekstrusi sekrup kembar berbentuk kerucut, kalibrasi cetakan presisi, dan dekorasi hilir (laminasi atau pencetakan).
Metalurgi barel ekstruder harus sesuai dengan formulasi Anda; resep berkalsium karbonat tinggi (CaCO3) memerlukan baja SKD yang ditingkatkan dibandingkan standar 38CrMoAlA untuk mencegah keausan yang cepat.
Desain kepala cetakan yang canggih memanfaatkan "zona pra-tanah" untuk mengurangi pembengkakan cetakan, memastikan toleransi ketat yang diperlukan untuk saling mengunci panel dekoratif.
Total belanja modal berkisar antara $30.000 hingga $100.000+ tergantung pada kapasitas target (80kg/jam hingga 1000kg/jam) dan persyaratan co-ekstrusi khusus.
Perangkat keras secara langsung berarti kualitas produk. Ini juga menentukan stabilitas proses Anda secara keseluruhan. Anda harus memahami setiap komponen untuk mengoptimalkan produksi.
Pemberian pakan yang konsisten mencegah degradasi material. Itu membuat keluaran Anda tetap seragam. Kami mengandalkan mekanisme khusus untuk mencapai keseimbangan ini.
Pemuat Sekrup Tipe DTC: Unit ini dilengkapi sakelar batas. Mereka memastikan penyampaian materi yang konsisten. Sakelar mencegah pengumpanan berlebih secara otomatis.
Sistem Degassing Vakum: Kelembapan merusak estetika permukaan. Pompa vakum mengekstraksi kelembapan dari bahan mentah secara terus menerus. Ekstraksi ini mencegah permukaan menggelembung pada profil dekoratif akhir Anda.
Pelat Pemutus dan Paket Layar: Komponen ini menyaring kotoran fisik. Mereka juga memainkan peran penting dalam dinamika fluida. Mereka menghilangkan 'memori putaran sekrup.' Koreksi ini memastikan aliran lelehan yang seragam sebelum cetakan.
Kepala cetakan membentuk plastik cair. Ini menentukan geometri profil akhir Anda. Rekayasa canggih di sini memisahkan mesin standar dengan mesin premium.
Para insinyur memanfaatkan zona transisi dan pra-pendaratan di dalam cetakan. PVC cair memasuki cetakan di bawah tekanan ekstrim. Menurunnya tekanan ini secara instan akan menyebabkan "pembengkakan." Plastik akan mengembang secara tak terduga saat keluar. Kepala cetakan yang direkayasa menurunkan tekanan secara bertahap. Zona pra-pendaratan menstabilkan pencairan sebelum zona daratan akhir. Pengurangan ini secara drastis membatasi gelombang besar. Anda mencapai toleransi ketat yang diperlukan untuk saling mengunci panel dekoratif.
Anda harus mengunci dimensi profil segera setelah ekstrusi. Pendinginan yang terlalu lambat menyebabkan kendur. Pendinginan yang terlalu cepat menimbulkan tekanan internal.
Garis modern menggunakan tabel kalibrasi vakum dan pertukaran dingin-panas bergantian. Tabel ini mengunci dimensi dengan cepat. Penyedot debu menarik plastik lunak ke cetakan logam yang presisi. Air dingin langsung mengeraskan bentuknya.
Anda kemudian menemukan sistem pengangkutan ganda. Tahap pertama menarik profil secara konsisten. Tahap kedua beroperasi sedikit berbeda. Ini secara khusus menghilangkan sisa tekanan internal. Proses dua tahap ini mencegah lengkungan pada trim dekoratif Anda yang sudah jadi.
Keandalan operasional jangka panjang bergantung pada metalurgi. Mesin Anda harus menangani bahan abrasif setiap hari. Pemeliharaan preventif dimulai selama fase pemilihan peralatan.
Profil dekoratif sering kali menggunakan beban pengisi yang berat. Plastik batu dan trim PVC berat merupakan contoh utama. Produsen menambahkan kalsium karbonat (CaCO3) tingkat tinggi. CaCO3 mengurangi biaya material secara keseluruhan secara signifikan. Hal ini juga meningkatkan kekakuan profil akhir. Namun, CaCO3 bertindak sebagai bahan abrasif yang parah di dalam tong.
Anda harus mencocokkan kualitas baja dengan formulasi Anda. Memilih metalurgi yang salah menjamin kegagalan peralatan prematur. Output turun dengan cepat karena sekrup menjadi aus.
Konfigurasi standar menggunakan baja nitridasi 38CrMoAlA. Paduan ini menangani PVC murni dengan sempurna. Ia gagal dengan cepat di bawah beban CaCO3 yang berat. Aplikasi dengan keausan berat memerlukan sekrup bimetalik. Anda harus mempertimbangkan peningkatan baja SKD untuk resep ini. Baja SKD mencapai kekerasan 800-900HV. Kekerasan ekstrim ini mencegah degradasi sekrup dini.
Jenis Metalurgi | Tingkat Kekerasan | Aplikasi Terbaik | Ketahanan Aus |
|---|---|---|---|
38CrMoAlA (Nitridasi) | ~800HV (Hanya permukaan) | PVC Standar, Pengisi Rendah | Sedang |
Lapisan Bimetalik | ~850HV (Lapisan dalam) | Pengisi CaCO3 Sedang | Tinggi |
Baja SKD (Ditingkatkan) | 800-900HV (Dikeraskan) | Plastik Batu Tinggi Kalsium | Maksimum |
Model sekrup kembar berbentuk kerucut dengan efisiensi tinggi mengoptimalkan kecepatan produksi. Mereka dapat mencapai kecepatan mengesankan 4-6 meter per menit. Selain itu, geometri sekrup yang dioptimalkan melelehkan plastik pada suhu yang lebih rendah. Efisiensi ini mengurangi penggunaan energi jangka panjang hingga 15%. Anda mempertahankan output yang tinggi tanpa menggelembungkan tagihan listrik.
Proses ekstrusi menciptakan geometri dasar. Modul hilir membuat profil benar-benar "dekoratif." Anda memilih modul ini berdasarkan target pasar Anda.
Banyak profil premium memerlukan banyak lapisan material. Anda menggunakan ekstruder utama untuk inti dasar struktural. Anda kemudian menambahkan co-extruder yang lebih kecil ke saluran. Mesin sekunder ini menerapkan lapisan luar premium. Anda dapat menerapkan ASA tahan cuaca pada PVC luar ruangan. Anda juga dapat menggunakan PMMA berwarna mengkilap untuk trim interior.
Laminasi membungkus film dekoratif di sekitar profil mentah. Anda harus memilih antara dua sistem perekat yang berbeda.
Sistem Lem Dingin: Sistem ini menawarkan waktu perataan yang unggul. Perekat menyebar dengan lancar sebelum mengeras. Anda mendapatkan hasil akhir bebas gelembung pada profil geometris yang kompleks. Lem dingin juga menghasilkan biaya energi yang lebih rendah. Operator menghargai lingkungan yang tidak menghasilkan gas beracun.
Sistem Hot Melt: Sistem ini mengutamakan kecepatan. Perekat memberikan waktu pengeringan yang sangat cepat. Anda menerapkan lelehan panas untuk jalur produksi berkelanjutan berkecepatan tinggi.
Beberapa profil memerlukan pendekatan estetika yang berbeda. Pencetakan perpindahan panas inline menerapkan pola rumit secara langsung. Lapisan minyak mengkilap menutup permukaan cetakan. Anda sering melihat perawatan ini di panel langit-langit. Mereka juga mendominasi papan pinggir dan pita tepi furnitur.
Anda harus mencocokkan spesifikasi peralatan dengan produk akhir target Anda. Sebuah mesin tunggal tidak dapat menghasilkan setiap profil secara optimal. Kami mengkategorikan garis berdasarkan keluaran utamanya.
Lini Produk Sasaran | Fitur Peralatan Inti | Tantangan Produksi Utama |
|---|---|---|
Plafon & Panel Dinding PVC | Ekstrusi papan lebar mati | Memerlukan kalibrasi vakum yang sangat stabil untuk mencegah permukaan membungkuk. |
Tepi Banding & Pinggiran | Mati multi-rongga berkecepatan tinggi | Menuntut pencetakan inline yang presisi dan kecepatan pencetakan yang tersinkronisasi. |
Pintu WPC & Garis Potong | Rol timbul sebaris | Harus meniru tekstur butiran kayu alami segera setelah ekstrusi. |
Ekstrusi Bersama Lembut/Kaku | Sinkronisasi ekstruder ganda | Mengintegrasikan penyegelan cuaca yang fleksibel (PVC/TPE lunak) ke dasar yang kaku. |
Garis-garis ini menangani ekstrusi papan lebar. Luas permukaan yang luas menghadirkan tantangan pendinginan yang unik. Anda memerlukan kalibrasi vakum yang sangat stabil. Kalibrasi yang tepat mencegah permukaan membungkuk selama fase pendinginan. Kerataan tetap penting untuk pemasangan langit-langit yang saling terkait.

Produk-produk ini menuntut volume yang sangat besar. Pabrikan menggunakan pengaturan ekstrusi multi-rongga berkecepatan tinggi. Konfigurasi 1-die-6-cavities melipatgandakan output secara drastis. Anda menggabungkan pengaturan ini dengan pukulan inline. Anda juga mengintegrasikan pencetakan inline untuk produksi yang lancar.
Komposit kayu plastik memerlukan tekstur yang berat. Anda memasang rol embossing inline setelah cetakan. Rol ini menekan jauh ke dalam profil panas. Mereka mensimulasikan tekstur butiran kayu alami segera setelah ekstrusi. Bahan tersebut menahan tekstur ini secara permanen saat didinginkan.
Banyak profil dekoratif memerlukan penambahan fungsional. Trim jendela sering kali memerlukan penyegelan cuaca fleksibel yang terintegrasi. Anda mencapainya dengan menggunakan PVC lembut atau TPE. Proses ko-ekstrusi mengikat segel lunak ke trim kaku secara permanen.
Pengambilan keputusan komersial memerlukan evaluasi vendor yang ketat. Anda harus menilai kemampuan teknis secara transparan. Mencari peralatan yang andal melibatkan lebih dari sekadar meninjau brosur.
Anda harus mengevaluasi vendor berdasarkan kemampuan komprehensifnya. Bisakah mereka menyediakan peralatan bantu yang tersinkronisasi? Anda memerlukan mixer berkecepatan tinggi untuk bahan mentah Anda. Anda juga memerlukan pemukul inline dan tukang las profil. Penyedia turnkey memastikan semua mesin ini berkomunikasi dengan lancar. Pengadaan mandiri sering kali menimbulkan kesulitan dalam integrasi.
Pengujian mewakili strategi mitigasi risiko terbesar Anda. Verifikasi apakah vendor menyediakan pengujian formula selama Uji Penerimaan Pabrik (FAT). Menjalankan PVC standar tidak membuktikan apa-apa jika Anda menggunakan resep dengan kandungan bahan pengisi tinggi. Anda harus menguji formula persisnya sebelum mengirim.
Selain itu, carilah ketentuan garansi yang jelas. Fokus secara khusus pada suku cadang dengan tingkat keausan tinggi. Jaminan pada rangka mesin tidak berarti apa-apa. Anda memerlukan perlindungan untuk sekrup dan laras. Komponen-komponen ini menangani stres paling banyak setiap hari.
Mesin Profil Dekoratif PVC yang andal menyeimbangkan dinamika fluida canggih dengan metalurgi yang kokoh. Anda memerlukan die head khusus untuk menangani geometri kompleks. Anda juga membutuhkan baja yang kuat untuk menangani resep dengan kandungan isi yang tinggi. Memasangkannya dengan modul perawatan permukaan yang presisi menjamin kesuksesan pasar.
Kami mendorong pembeli untuk menyelesaikan bagian profil mereka terlebih dahulu. Gunakan gambar CAD untuk akurasi. Anda juga harus menyelesaikan formula bahan baku Anda, khususnya persentase bahan pengisi. Lakukan ini sebelum meminta penawaran vendor. Kedua faktor penting ini menentukan ukuran ekstruder yang Anda perlukan. Mereka menentukan kualitas baja Anda. Mereka juga menentukan kompleksitas dadu Anda di masa mendatang.
J: Kapasitas keluaran sangat bervariasi berdasarkan konfigurasi alat berat. Garis trim kecil biasanya menghasilkan sekitar 80 kg/jam. Sebaliknya, jalur multi-board tugas berat dapat melebihi 1000 kg/jam. Output spesifik Anda bergantung sepenuhnya pada model ekstruder yang dipilih, kompleksitas cetakan, dan formulasi bahan mentah.
J: Meskipun rangka peralatan utama tampak serupa, mekanisme internalnya berbeda secara drastis. Aplikasi PVC lunak umumnya menggunakan ekstruder sekrup tunggal. Profil kaku memerlukan konfigurasi sekrup kembar berbentuk kerucut. Selain itu, desain sekrup, kepala cetakan, dan metode pendinginan hilir sepenuhnya dikhususkan untuk setiap jenis material.
J: Kelengkungan terjadi ketika tegangan internal sisa masih ada di dalam plastik. Anda harus memastikan panjang tangki pendingin yang memadai untuk pengurangan suhu sepenuhnya. Yang lebih penting lagi, terapkan sistem pengangkutan dua tahap. Tahap kedua melemaskan material, melepaskan tekanan internal sebelum profil mencapai gergaji pemotong.















